撥叉80-08夾具設(shè)計
- 文件介紹:
- 該文件為 rar 格式(源文件可編輯),下載需要
20 積分
-
- 撥叉80-08的加工工藝規(guī)程設(shè)計
2.1零件的分析
2.1.1零件的作用
題目所給的零件是CA6140車床的撥叉。它位于車床變速機構(gòu)中,主要起換檔,使主軸回轉(zhuǎn)運動按照工作者的要求工作,獲得所需的速度和扭矩的作用。
2.1.2零件的工藝分析
零件的材料為HT200,灰鑄鐵屬于脆性材料,故不能鍛造和沖壓。但灰鑄鐵的鑄造性能和切削加工性能優(yōu)良。以下是撥叉需要加工的表面以及加工表面之間的位置要求:
(1) 中心圓孔Ф 。
(2) 的螺紋孔垂直于中心孔,其中心與右面的距離為 。
(3) 鍵槽 與中心孔有0.08的垂直度,深為 。
(4) 半孔 與中心孔有 的位置關(guān)系,其寬為 與中心孔有0.1的垂直度。
由上面分析可知,可以先加工撥叉中心孔,然后以此作為基準(zhǔn)采用專用夾具進(jìn)行加工,并且保證位置精度要求。再根據(jù)各加工方法的經(jīng)濟精度及機床所能達(dá)到的位置精度,并且此撥叉零件沒有復(fù)雜的加工曲面,所以根據(jù)上述技術(shù)要求采用常規(guī)的加工工藝均可保證。
2.2確定生產(chǎn)類型
已知此撥叉零件的生產(chǎn)類型為大批量生產(chǎn),所以初步確定工藝安排為:加工過程劃分階段;工序應(yīng)當(dāng)集中;加工設(shè)備以通用設(shè)備為主,大量采用專用工裝。2.3確定毛坯
2.3.1確定毛坯種類
零件材料為HT200。考慮零件在機床運行過程中所受沖擊不大,零件結(jié)構(gòu)不是太復(fù)雜,生產(chǎn)類型為大批生產(chǎn),故選擇金屬型鑄造毛坯。
2.3.2確定鑄件加工余量及形狀
查《機械零件切削加工工藝與技術(shù)標(biāo)準(zhǔn)實用手冊》125頁表1-4-7,選用各個加工面的鑄件機械加工余量均為3mm。
2.3.3繪制鑄件零件圖
圖2.1 零件毛坯圖
2.4工藝規(guī)程設(shè)計
2.4.1選擇定位基準(zhǔn)
①粗基準(zhǔn)的選擇
以零件的下端孔為主要的定位粗基準(zhǔn),以較大面a面為輔助粗基準(zhǔn)。
②精基準(zhǔn)的選擇
考慮要保證零件的加工精度和裝夾準(zhǔn)確方便,依據(jù)“基準(zhǔn)重合”原則和“基準(zhǔn)統(tǒng)一”原則,以加工后的通孔為主要的定位精基準(zhǔn),以下端孔為輔助的定位精
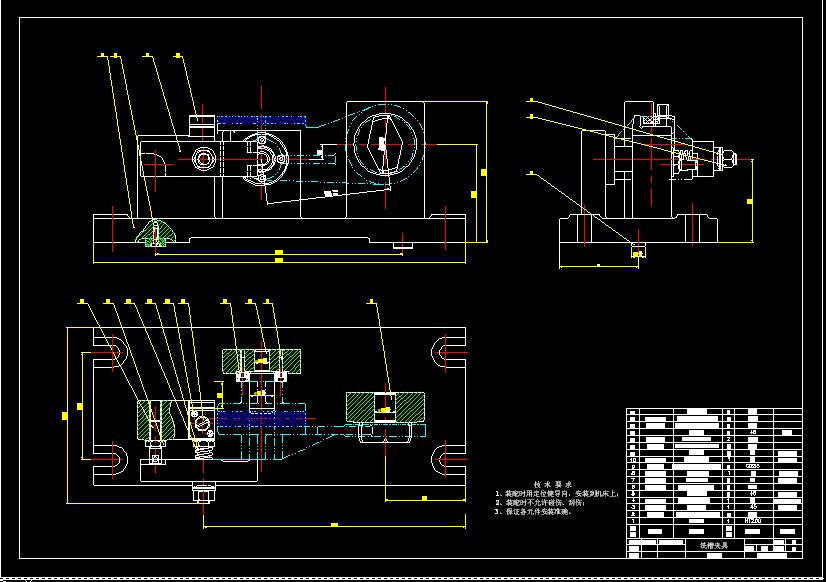
銑槽夾具設(shè)計 ...
撥叉80-08夾具設(shè)計_下載(rar格式) 成套圖紙
主站蜘蛛池模板:
明光市|
乐陵市|
凤阳县|
清流县|
旺苍县|
称多县|
南京市|
怀宁县|
彩票|
溆浦县|
进贤县|
灯塔市|
武穴市|
疏附县|
井研县|
鹿邑县|
庆阳市|
沈丘县|
梧州市|
嘉兴市|
铁力市|
旺苍县|
漯河市|
拉孜县|
错那县|
花垣县|
连平县|
青州市|
巴彦淖尔市|
成武县|
哈密市|
洛川县|
桓台县|
遵义市|
吉林省|
息烽县|
满洲里市|
宁蒗|
务川|
东兰县|
大丰市|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

