100t-63m龍門吊剛性支腿機械圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
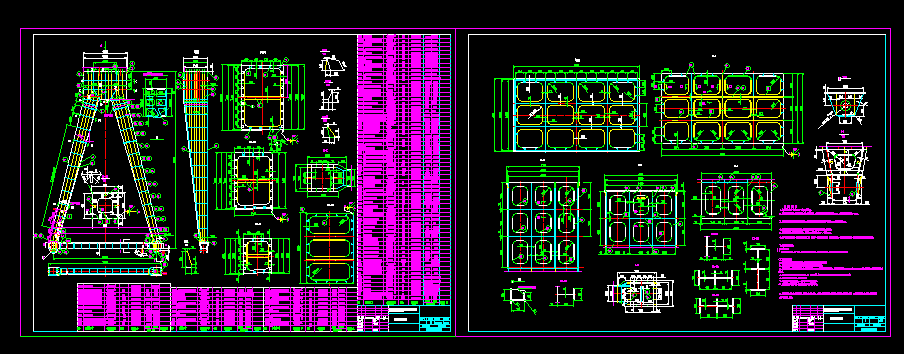
- 技術要求
1、焊接采用507(E5015)低氫鈉碳鋼焊條。
2.、鋼板(包括拼焊成的鋼板)焊接前均須校平整形,其平直度要求每米不得大于
3、焊接工作應在拼裝檢驗合格后進行。
4、焊接前應檢查和修正定位焊點,清除焊縫位置附近的鐵銹、油污、積水等。
5、所有外板焊縫采用全焊透法焊接,具體坡口形式為單面
6、當進行多層焊接時,在焊接每層焊縫之前,應對每一層焊縫進行檢查,如發現有夾渣、氣孔和裂紋等缺陷,應對缺陷部分除凈再進行施焊。
7、焊縫質量及檢驗:
(1)焊縫質量
對接焊縫質量應符合JB/ZQ4000.3中的BS級的規定,角焊縫質量應符合JB4000.3中的BK級的規定。
(2)焊縫質量的檢查
a、對接焊縫需進行100%超聲波檢查,再加焊縫總長的5%進行X射線探傷。
b、重要的角焊縫(如鋼套四周的角焊縫等)需進行100%超聲波檢查。
c、重要的角焊縫,應進行仔細外觀檢查,并抽查長度的5-10%作著色探傷或磁粉探傷。缺陷等級不大于ZB04005或ZBJ04006規定的I級要求,磁粉探傷用角相砂輪打磨。
d、焊縫超聲波探傷的標準采用GB11345-89 BIII級合格,焊縫的X射線探傷標準采用GB3323-87 II級合格。
e、連續補焊3次以上的焊縫,必須重新換板。
f、對十字形和T字形對接焊縫,一般抽取50%進行拍片檢查。
(3)所有重要焊縫的焊接工作,必須由考試合格的焊工憑證上崗。
8、焊縫除角鋼外全部采用連續焊,焊縫高度未注明者,對于單面角焊縫其高度不得小于被焊接件的最小板厚,雙面角焊縫其高度不得小于被焊接中最小板厚的0.7倍 ...
100t-63m龍門吊剛性支腿機械圖紙_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
安吉县|
新竹市|
石渠县|
普格县|
大理市|
菏泽市|
科技|
闻喜县|
三江|
太保市|
澎湖县|
柞水县|
五指山市|
西畴县|
舟曲县|
怀仁县|
武清区|
佛教|
长治市|
大冶市|
舟曲县|
曲阳县|
泰顺县|
宿迁市|
绥德县|
扬州市|
台江县|
五大连池市|
清水县|
紫金县|
长乐市|
灵寿县|
绿春县|
绥滨县|
云龙县|
兴安盟|
广东省|
镇平县|
石林|
特克斯县|
平度市|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

