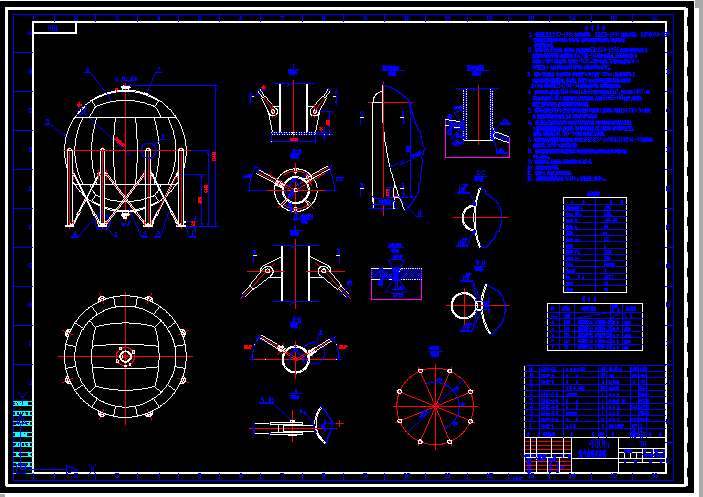
氮?dú)馇蚬迿C(jī)械圖紙 400m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術(shù)要求
1. 本設(shè)備按GB12337-1998《鋼制球形儲(chǔ)罐》、 GB150-1998《鋼制壓力容器》、 GB50094-98《球形儲(chǔ)罐施工及驗(yàn)收規(guī)范》進(jìn)行制造、試驗(yàn)和驗(yàn)收,并接受?chē)?guó)家質(zhì)量技術(shù)監(jiān)督局頒發(fā)《壓力容器安全技 術(shù)監(jiān)察規(guī)程》的監(jiān)督。
2. 球殼用16MnR正火鋼板,其機(jī)械性能、化學(xué)成份應(yīng)符合GB6654-1996《壓力容器用鋼板》的規(guī)定;球殼用鋼板應(yīng)逐張進(jìn)行超聲檢測(cè),檢測(cè)結(jié)果應(yīng)按JB4730-94規(guī)定中Ⅲ級(jí)為合格。球殼用鋼板應(yīng)每批取一張進(jìn)行夏比(V型缺口)低溫沖擊試驗(yàn),試驗(yàn)溫度為-20°C,取樣方向?yàn)闄M向,三個(gè)試樣的沖擊功平均值A(chǔ)kv不得低于20J,其中單個(gè)試樣的沖擊功可小于平均值,但不得小于平均值的70%。
3. 球片坡口可用火焰切割,坡口表面應(yīng)平滑,表面粗糙度Ra應(yīng)小于或等于 25μm;氧化皮應(yīng)清除干凈,坡口表面不得有裂紋和分層等缺陷存在。坡口及其內(nèi)、外邊緣50mm的范圍內(nèi)涂可焊性防銹涂料;球殼板周邊100mm的范圍內(nèi)應(yīng)按JB4730-94的規(guī)定進(jìn)行超聲檢測(cè),質(zhì)量等級(jí)應(yīng)不低于Ⅲ級(jí)。
4. 焊接采用電弧焊,焊條牌號(hào):16MnR之間、16MnR與碳鋼之間均采用J507,碳鋼之間采用J427,接地板與支柱的焊接采用A302;焊接接頭形式及尺寸除圖中注明外,其余按GB985-88中規(guī)定,角焊接接頭的焊腳尺寸按較薄板的厚度,法蘭的焊接按相應(yīng)法蘭標(biāo)準(zhǔn)中規(guī)定。
5. 球殼的A類(lèi)焊接接頭及DN≥250接管的對(duì)接焊接接頭應(yīng)進(jìn)行100%射線檢測(cè),檢測(cè)按JB4730-94標(biāo)準(zhǔn)進(jìn)行,射線照相的質(zhì)量要求不應(yīng)低于AB級(jí),檢測(cè)結(jié)果不低于Ⅱ級(jí)為合格。
6. 球罐上所有A.B類(lèi)焊接接頭表面,球殼與接管的角焊接接頭表面,支柱與球殼連接的角焊接接頭表面,除去工卡具后的焊接痕跡及熱影響區(qū),打磨光滑后,均在水壓試驗(yàn)前進(jìn)行100%磁粉檢測(cè),水壓試驗(yàn)后進(jìn)行20%磁粉檢測(cè),磁粉檢測(cè)按JB4730-94進(jìn)行,檢測(cè)結(jié)果以Ⅰ級(jí)為合格。 ...
氮?dú)馇蚬迿C(jī)械圖紙 400m3_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
堆龙德庆县|
湖州市|
禄劝|
家居|
满城县|
永川市|
湟中县|
平陆县|
建昌县|
鲁甸县|
金溪县|
建昌县|
清水县|
永修县|
古丈县|
开鲁县|
林周县|
武乡县|
三台县|
揭阳市|
彝良县|
平江县|
永平县|
沙坪坝区|
光山县|
台湾省|
梁平县|
中牟县|
德格县|
和林格尔县|
大丰市|
大洼县|
揭阳市|
望都县|
织金县|
伊宁市|
分宜县|
木兰县|
十堰市|
玉林市|
满洲里市|
 熱門(mén)關(guān)鍵詞:
熱門(mén)關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


