硫酸配制釜機械圖紙 5.8m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
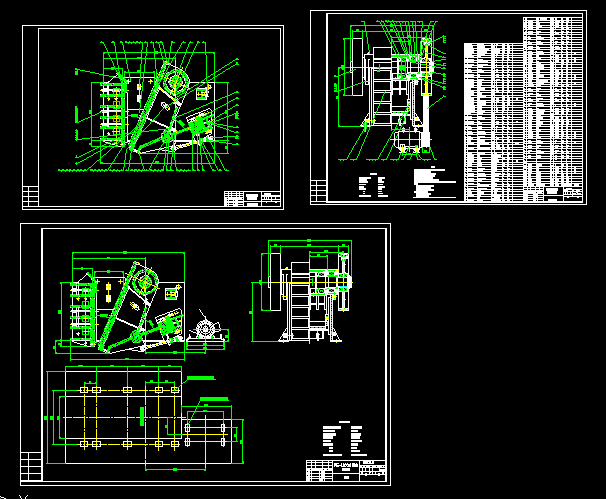
- 技術要求
JB/T4735-1997《鋼制焊接常壓容器》; HG20584-1998《鋼制化工容器制造技術要求》
HG/T20569-94《機械攪拌設備》;HG/T20678-2000《襯里鋼殼設計技術規定》
HG/T20677-1990《橡膠襯里化工設備》
夾套及其封頭Q235-B熱軋,板材標準按GB/T3274-2007
盤管材料為TA2,管材標準GB/T3624-1995
JB/T4709-2000《鋼制壓力容器焊接規程》
除圖中注明外,A,B類焊接接頭按HG20583-1998之DU4規定,接管D類焊接接頭按G2之規定,非徑向接管D類焊接接頭按G49之規定;其余焊接接頭按HG20583-1998之規定,角接接頭的焊腳 高度按較薄板的厚度,法蘭的焊接按相應法蘭標準中規定。
A.B類焊接接頭無損檢測長度不小于各條焊接接頭長度的20%,且不小于250mm,焊縫交叉部位全部檢測,射線檢測符合JB/T4730.2-2005規定中III級為合格。
A.B類焊接接頭無損檢測長度不小于各條焊接接頭長度的20%,且不小于250mm,焊縫交叉部位全部檢測,射線檢測符合JB/T4730.2-2005規定中III級為合格。拼接封頭的對接接頭成型后100%無損檢測,射線檢測符合JB/T4730.2-2005規定中III級為合格。容器法蘭與筒體或封頭間的連接焊縫表面進行磁粉檢測,符合JB/T4730.4-2005中的I級為合格。
襯膠前金屬基層表面應進行除銹處理,達到GB8923-88《涂裝前鋼材表面銹蝕等級》Sa2 級要求. ...
硫酸配制釜機械圖紙 5.8m3_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
卢龙县|
西华县|
电白县|
砚山县|
临安市|
东安县|
龙门县|
江山市|
手游|
桂阳县|
苗栗市|
文山县|
布拖县|
固原市|
金乡县|
阜平县|
绥滨县|
成安县|
巫山县|
时尚|
漳浦县|
黎川县|
图片|
淮安市|
民勤县|
新邵县|
宝坻区|
资源县|
普洱|
南城县|
扶余县|
临清市|
余江县|
蒙自县|
银川市|
南昌市|
调兵山市|
武川县|
临漳县|
明星|
泰宁县|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

