臥式四攪拌加壓釜套圖cad圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯)�,下載需要
20 積分
-
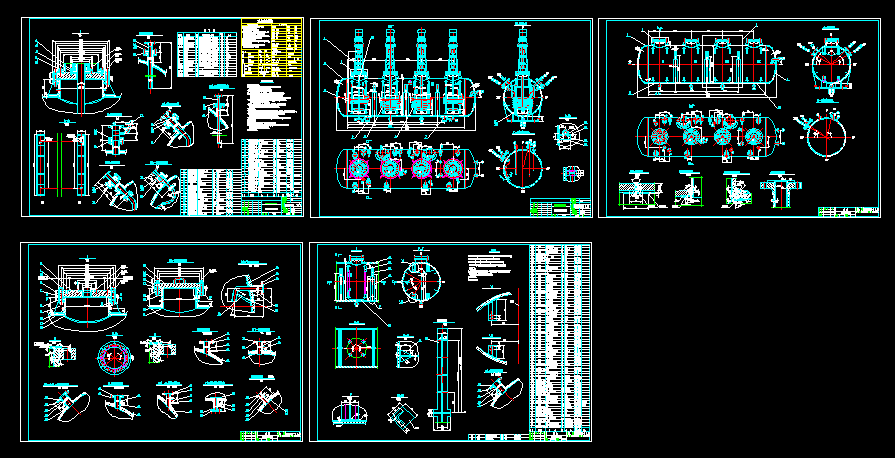
- 技術(shù)要求
1.<<固定式壓力容器安全技術(shù)監(jiān)察規(guī)程>>TSGR0004-2009
2.GB150-1998<<鋼制壓力容器>>JB/T4745-2002<<鈦制焊接容器>>
3.TA2板符合GB/T3621-94,M態(tài);TA2管材符合GB/T3624-95,M態(tài);TA2/Q345R符合GB8547-2006之B1類,M態(tài);Q345R板符合GB713-2008;16Mn鍛件符合JB4726-2000,STA9R焊絲符合JB/T4745-2002附錄D之規(guī)定.
4.TA2之間用TIG焊接,采用STA9R焊絲.
5.Q345R之間,Q345R與碳素鋼之間用手工電弧焊,分別采用E5015 和E4315焊條.
6.未注焊角高度按兩焊接件的較薄厚度.
7.鈦及鈦合金棒(包括軸,接頭.螺栓,螺母等)符合GB/T2965-1996. 鈦及鈦合金鍛件符合GB/T16598-1996.
8.軸轉(zhuǎn)向?yàn)楦┮曧槙r(shí)針,不得反轉(zhuǎn).
9.攪拌設(shè)備組裝后,應(yīng)在試運(yùn)轉(zhuǎn)中檢查攪拌軸密封處的旋轉(zhuǎn)精度,在軸端密封處測定軸的徑向擺動(dòng)量小于0.5mm;軸的軸向竄動(dòng)量不得大于±0.2mm.
10.設(shè)備水壓試驗(yàn)時(shí),攪拌軸軸封處的泄露漏量不大于10ml/h.
技術(shù)要求
1.Q345R之間,Q345R與碳素鋼之間用手工電弧焊,分別采用E5015 和E4315焊條.
2.本設(shè)備所有純鈦材之間的焊接采用TIG焊,所用焊絲均采用STA9R焊絲.
3.每個(gè)縱環(huán)焊縫(包括封頭拼縫)交叉處各設(shè)1個(gè)檢漏孔,并用銀釬焊分隔成相互獨(dú)立的區(qū)域;DN500及其以上接管各設(shè)對稱分布的2個(gè)檢漏孔,其余接管各設(shè)1個(gè)檢漏孔,檢漏孔均為M10X1.
4.除注明外,焊接坡口型式及尺寸按GB985-88標(biāo)準(zhǔn)執(zhí)行,接管與法蘭焊接按相應(yīng)法蘭標(biāo)準(zhǔn),所有 螺栓孔均跨中分布,未注焊角高度按兩焊接件的較薄厚度.
5.管口方位按本圖.
6.其它技術(shù)要求見總圖. ...
臥式四攪拌加壓釜套圖cad圖紙_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
周宁县|
平顺县|
祁连县|
玉门市|
烟台市|
泉州市|
桂平市|
阳春市|
三都|
丹棱县|
平原县|
咸阳市|
芒康县|
墨竹工卡县|
阳城县|
沐川县|
迁安市|
保德县|
邻水|
来安县|
凉山|
临西县|
绍兴县|
秦皇岛市|
沙河市|
阳朔县|
阿拉善右旗|
馆陶县|
桐城市|
灵武市|
泗洪县|
宜章县|
沙河市|
益阳市|
利津县|
巨野县|
阳原县|
连州市|
镇赉县|
桦南县|
灵丘县|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

