液處理釜cad圖紙 13.9m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
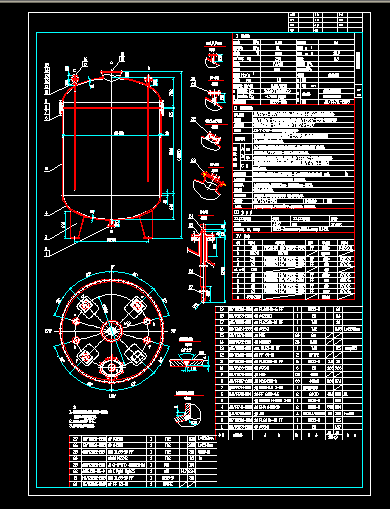
- 技術(shù)要求
JB/T4735-1997《鋼制焊接常壓容器》;參照HG20584-1998《鋼制化工容器制造技術(shù)要求》
HG/T20678-2000《襯里鋼殼設(shè)計(jì)技術(shù)規(guī)定》;HG/T20677-1990《橡膠襯里化工設(shè)備》
罐體及其封頭Q235-B熱軋,板材標(biāo)準(zhǔn)按GB/T3274-2007
JB/T4709-2000《鋼制壓力容器焊接規(guī)程》
除圖中注明外,其余焊接接頭按HG20583-1998之規(guī)定,角接接頭的焊腳高度按較薄板的厚度,法蘭的焊接按相應(yīng)法蘭標(biāo)準(zhǔn)中規(guī)定。
A.B類焊接接頭無損檢測(cè)長(zhǎng)度占各條焊接接頭長(zhǎng)度的10%,局部無損檢測(cè)應(yīng)優(yōu)先選擇T形接頭部位。
射線檢測(cè)符合JB/T4730.2-2005規(guī)定中III級(jí)為合格。
拼接封頭的對(duì)接接頭成型后100%無損檢測(cè),射線檢測(cè)符合JB/T4730.2-2005規(guī)定中III級(jí)為合格。
容器法蘭與圓筒或封頭間的連接焊縫表面應(yīng)進(jìn)行磁粉檢測(cè),磁粉檢測(cè)符合JB/T4730.4-2005規(guī)定中I級(jí)為合格。
襯膠前金屬基層表面應(yīng)進(jìn)行除銹處理,達(dá)到GB8923-88《涂裝前鋼材表面銹蝕等級(jí)》Sa2 級(jí)要求。
需襯膠的容器法蘭及管法蘭密封面均為全平面且不開槽紋,且法蘭厚度不變。
膠種為天然橡膠半硬膠,底層襯膠厚度3mm,面層襯膠厚度3mm,層數(shù)2層。
硫化方法:硫化爐內(nèi)硫化法。
設(shè)備襯膠完畢,用電火花檢漏器檢查襯里質(zhì)量,不發(fā)生劇烈火花為合格。
襯膠處的角焊縫均圓滑過渡,半徑皆不小于5mm;襯膠施工完畢后,不得再動(dòng)用明火。
注
1、件6容器法蘭短節(jié)改成筒體,并據(jù)此加工容器法蘭; 容器法蘭加工時(shí)增加兩個(gè)定位銷。
2、視鏡墊片材料選RPTFE。
3、明細(xì)表中不包括配對(duì)法蘭數(shù)量。 ...
液處理釜cad圖紙 13.9m3_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
页游|
迁安市|
景谷|
且末县|
集安市|
常德市|
大石桥市|
临猗县|
楚雄市|
宜州市|
舞阳县|
楚雄市|
南郑县|
芷江|
新河县|
霍邱县|
托里县|
承德县|
仙桃市|
花垣县|
阿合奇县|
盐山县|
玉溪市|
尚志市|
紫云|
滨州市|
大同市|
拜城县|
康保县|
乳源|
盐山县|
康平县|
珲春市|
瓦房店市|
莆田市|
武汉市|
浦城县|
新化县|
苏尼特右旗|
河津市|
长武县|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


