立式水冷冷凝器cad圖紙 0.94m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
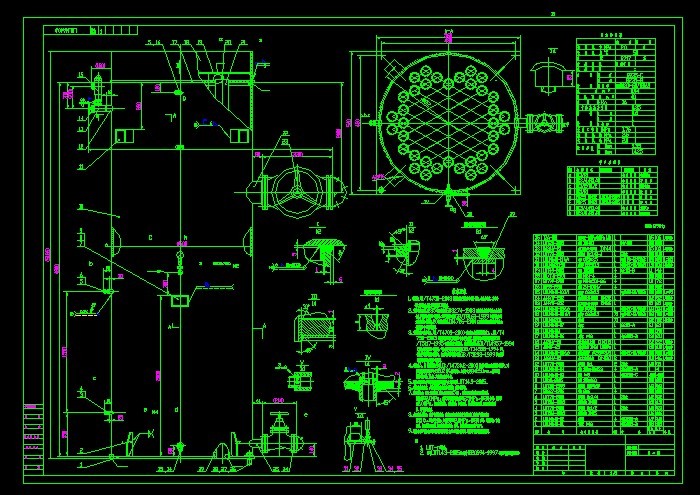
- 技術要求
1、容器按JB/T4750-2003《制冷裝置用壓力容器》制造、檢驗與驗收,并符合 《壓力容器安全技術監(jiān)察規(guī)程》的規(guī)定。
2、容器中使用的Q235鋼板應符合GB3274-1988《碳素結構鋼和低合金結構鋼 熱軋厚鋼板和鋼帶》的規(guī)定,無縫鋼管應符合GB/T8163-1999《輸送流體用 無縫鋼管》的規(guī)定,20鍛件應符合JB4726-2000《壓力容器用碳素鋼和低合金 鋼鍛件》中Ⅱ級的規(guī)定。
3、容器焊接工作應遵照JB/T4709-2000《鋼制壓力容器焊接規(guī)程》、JB/T4 750-2003《制冷裝置用壓力容器》中的有關規(guī)定。使用的手工電焊條應符合GB /T5117-1995《碳鋼焊條》的規(guī)定,自動焊絲應符合GB/T14957-1994 《熔化焊用鋼絲》的規(guī)定,氣體保護焊用焊絲應符合GB/T14958-1994《氣 體保護焊用焊絲》的規(guī)定,自動焊采用焊劑應符合GB/T5293-1999《埋弧焊 用碳鋼焊絲和焊劑》的規(guī)定。
4、容器上A、B類焊接接頭應按JB/T4730.2-2005《承壓設備無損檢測》的規(guī)定,對 各條焊接接頭進行不少于20%的X射線探傷,且探傷長度不少于250mm,射線照像 質量不低于AB級,其結果Ⅲ級為合格。
5、容器上管法蘭與鋼管的焊接接頭和坡口尺寸應符合LDT14.3-2005。
6、容器整體組裝前,應徹底清除筒體內(nèi)部的焊渣、鐵屑等污物。
7、容器制成后,進行水壓試驗(試驗水溫不低于5℃),當容器壁溫與試驗水溫接近時, 緩慢升壓至2.0MPa;確認無泄漏后繼續(xù)升壓到2.5MPa,保壓30分鐘,然后降 至2.0MPa,保壓足夠時間,進行檢查,如有泄漏,放水修復后再按上述規(guī)定重新試 驗。試畢放凈存水。
8、水壓試驗合格后,進行氣密性試驗,試驗用干燥潔凈的空氣或氮氣(試驗用氣體溫度不 低于5℃),且有安全措施,應緩慢升壓至2.0MPa,保壓30分鐘,進行檢查,如有 泄漏,卸壓修復后再按上述規(guī)定重新試驗。試畢,容器內(nèi)部用壓縮空氣吹干。
9、容器外表面噴涂鐵紅酚醛防銹底漆兩遍,法蘭.絲孔防銹封閉,閥門等可拆卸件裝箱發(fā)運。 ...
立式水冷冷凝器cad圖紙 0.94m3_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
武川县|
鄂托克旗|
囊谦县|
浪卡子县|
故城县|
双辽市|
海城市|
普兰县|
环江|
土默特左旗|
惠来县|
通化市|
宽城|
大连市|
大荔县|
金门县|
武定县|
沂源县|
高密市|
怀远县|
安乡县|
高阳县|
承德市|
怀远县|
万州区|
新和县|
莆田市|
星子县|
法库县|
株洲市|
高雄市|
扬中市|
绥江县|
鲜城|
垦利县|
金乡县|
洪湖市|
夏津县|
桃园县|
平泉县|
随州市|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

