| | | | | | | <var id="t2m1g"><strong id="t2m1g"></strong></var>|
| | |
墊圈彈片注塑模
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
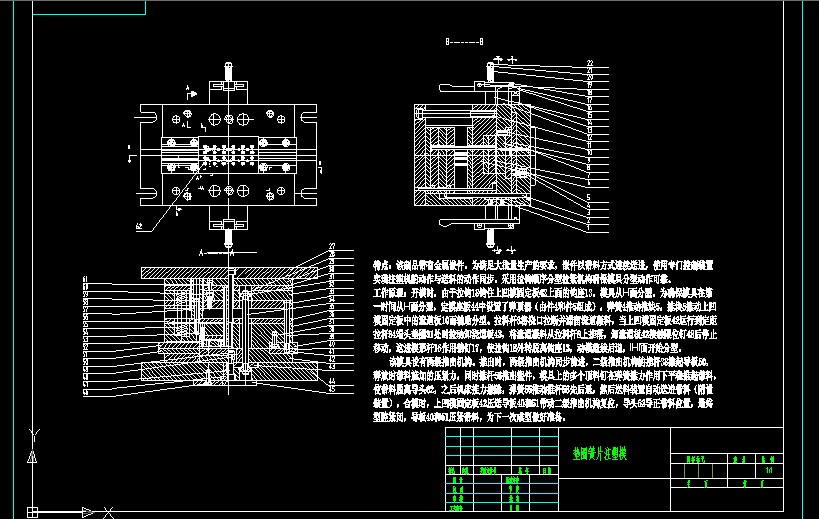
- 特點(diǎn):該制品帶有金屬嵌件。為滿足大批量生產(chǎn)的要求,嵌件以帶料方式連續(xù)送進(jìn),使用專門控制裝置實(shí)現(xiàn)注塑機(jī)的動(dòng)作與送料的動(dòng)作同步。采用拉鉤順序分型拉緊機(jī)構(gòu)確保模具分型動(dòng)作可靠。
工作原理:開模時(shí),由于拉鉤18鉤住上凹模固定板42上面的鉤座13,模具從I-I面分型。為確保模具在第一時(shí)間從I-I面分型,定模座板44中設(shè)置了彈頂器(由件4和件5組成),彈簧4推動(dòng)推塊5,推塊5推動(dòng)上凹模固定板中的流道板10而輔助分型。拉料桿8將澆口拉斷并滯留流道凝料,當(dāng)上凹模固定板42運(yùn)行到定距拉桿34端頭墊圈31處時(shí)拉動(dòng)卸澆道板43,將流道凝料從拉料桿8上推落,卸流道板42接觸限位釘48后停止移動(dòng),這進(jìn)楔形桿16作用銷釘17,使拉鉤18外轉(zhuǎn)脫離鉤座13,動(dòng)模繼續(xù)后退,II-II面開始分型。
該模具設(shè)有兩級(jí)推出機(jī)構(gòu)。推出時(shí),兩級(jí)推出機(jī)構(gòu)同步前進(jìn),二級(jí)推出機(jī)構(gòu)的推桿38推起導(dǎo)板50,釋放時(shí)帶料施加的壓緊力,同時(shí)推桿56推出塑件,模具上的多個(gè)頂料釘在彈簧推力作用下平穩(wěn)推起帶料,使帶料脫離導(dǎo)頭62,之后機(jī)床推力撤除,彈簧55推動(dòng)推桿56先后退,然后送料裝置自動(dòng)送進(jìn)帶料(附設(shè)裝置)。合模時(shí),上凹模固定板42壓送導(dǎo)板40和51帶動(dòng)二級(jí)推出機(jī)構(gòu)復(fù)位,導(dǎo)頭62導(dǎo)正帶料位置,最終型腔緊閉,導(dǎo)板40和51壓緊帶料,為下一次成型做好準(zhǔn)備。
...
墊圈彈片注塑模_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
阜康市|
上栗县|
商南县|
阜新|
呼玛县|
乌拉特前旗|
萨迦县|
赤城县|
江陵县|
璧山县|
蓝田县|
昌平区|
彝良县|
黄冈市|
长垣县|
马关县|
信阳市|
亳州市|
平山县|
民权县|
青川县|
卢龙县|
环江|
济阳县|
大宁县|
界首市|
宁陵县|
贺州市|
桃园县|
延吉市|
剑川县|
察雅县|
东平县|
乐安县|
高安市|
兰溪市|
珠海市|
乌拉特前旗|
乌兰县|
休宁县|
和林格尔县|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


