雙級(jí)圓柱齒輪減速器
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
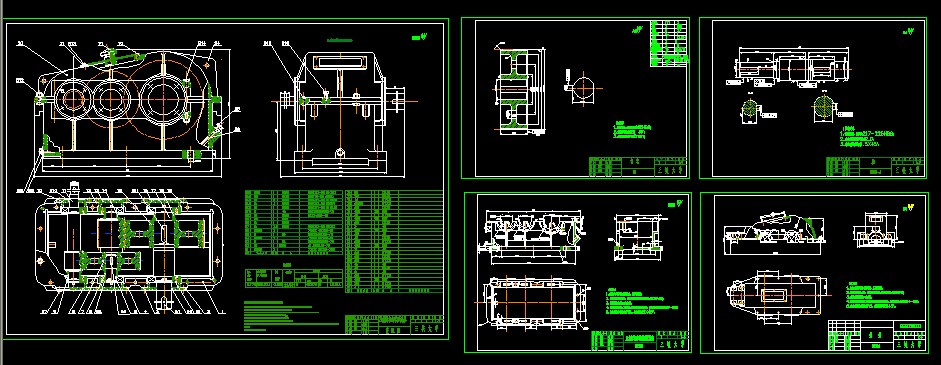
- 技術(shù)要求
1.裝配前箱體與其他鑄件不加工面應(yīng)清理干凈,除去毛邊毛刺,并浸涂防銹漆;
2.零件在裝配前用么煤油清洗干凈,晾干后表面應(yīng)涂油;
3.齒輪裝配后應(yīng)用涂色法檢查接觸斑點(diǎn),圓柱齒輪沿齒高不小于40%,沿齒長(zhǎng)不小于50%;
4.調(diào)整,固定軸承時(shí)應(yīng)留有軸向間隙0.2~0.5mm;
5.減速器內(nèi)裝N200工業(yè)齒輪油,油量達(dá)到規(guī)定深度;
6.箱體內(nèi)壁應(yīng)涂耐油油漆,減速器外表面應(yīng)涂灰色油漆;
7.減速器剖分面,接觸面及密封處均不允許漏油,箱體剖分面應(yīng)涂以密封膠或水玻璃不允許使用任何其他填充材
料;
8.按試驗(yàn)規(guī)定進(jìn)行試驗(yàn);
技術(shù)要求
1.正火處理,齒面硬度為180HBS;
2.未注明的倒角為2X 45°;
3.未注明的圓角半徑為5mm;
技術(shù)要求
1.經(jīng)清砂后需進(jìn)行時(shí)效處理,且不得漏油;
2.箱蓋于箱座合箱后,四周剖分面錯(cuò)位量每邊不得大于2mm;
3.鏜軸承前必須打入定位銷;
4.箱體剖分面經(jīng)加工后用涂色法檢查接觸面積時(shí),應(yīng)達(dá)到每平方厘米不少于一個(gè)斑點(diǎn);
5.未注明的鑄造圓角為R5,全部倒圓為2X45°。
技術(shù)要求
1.調(diào)質(zhì)處理,硬度為217-225HBS;
2.未注明的圓角半徑為2.0;
3.未注明的倒角為1.5X45°;
技術(shù)要求
1.經(jīng)清砂后需進(jìn)行時(shí)效處理,且不得漏油;
2.箱蓋于箱座合箱后,四周剖分面錯(cuò)位量每邊不得大于2mm;
3.鏜軸承前必須打入定位銷;
4.箱體剖分面經(jīng)加工后用涂色法檢查接觸面積時(shí),應(yīng)達(dá)到每平方厘米不少于一個(gè)斑點(diǎn);
5.未注明的鑄造圓角為R5,全部倒圓為2X45°。
...
雙級(jí)圓柱齒輪減速器_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
日土县|
乌什县|
饶平县|
泸水县|
南雄市|
灌云县|
红原县|
宝鸡市|
沙坪坝区|
金湖县|
太原市|
靖安县|
京山县|
璧山县|
陵川县|
顺平县|
久治县|
靖安县|
武定县|
金华市|
江孜县|
普安县|
伊宁市|
五指山市|
灯塔市|
象州县|
德令哈市|
双鸭山市|
南雄市|
兴化市|
南城县|
行唐县|
巴彦淖尔市|
平泉县|
邯郸县|
大洼县|
营山县|
布尔津县|
泽普县|
鄯善县|
明水县|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


