国产精品亚发布,国产精品久线观看视频,日本一区二区三区播放,性直播体位视频在线观看
<abbr id="8hetm"><tbody id="8hetm"><pre id="8hetm"></pre></tbody></abbr>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg(sh©┤)╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄ(sh©┤)Ż║27615 Į±╚šĖ³ą┬Ż║0
¤ßķTĻP(gu©Īn)µIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
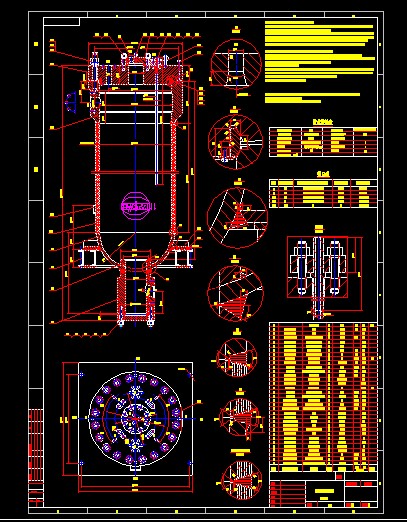
╝ū┤╝║Ž│╔╦■═ŌÜż 13.5m3
╬─╝■┤¾ąĪ
Ż║ 532.69 KB
Ž┬▌d┤╬öĄ(sh©┤)
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-01
░l(f©Ī) ▓╝ ╚╦
Ż║ 1816359964
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ąg(sh©┤)ę¬Ū¾
1.▒ŠįO(sh©©)éõ░┤GB150-1998ĪČõōųŲē║┴”╚▌Ų„ĪĘ║═HG20584-1998ĪČõōųŲē║┴”╚▌Ų„ųŲįņ╝╝ąg(sh©┤)ę¬Ū¾ĪĘ▀MąąįO(sh©©)ėŗĪóųŲįņĪóÖz“×║═“×╩šŻ¼▓ó Įė╩▄ć°╝ę┘|(zh©¼)┴┐╝╝ąg(sh©┤)▒O(ji©Īn)ČĮŠųŅC░l(f©Ī)Ą─ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg(sh©┤)▒O(ji©Īn)▓ņęÄ(gu©®)│╠ĪĘĄ─▒O(ji©Īn)▓ņĪŻ
2.▒ŠįO(sh©©)éõā╚(n©©i)═▓¾wĪóĘŌŅ^╦∙ė├16MnRõō░ÕŻ¼æ¬(y©®ng)Ę¹║ŽGB6654-1996ĪČē║┴”╚▌Ų„ė├õō░ÕĪĘś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Č©,▒žĒÜųÅł▀Mąą│¼┬ĢÖz£yŻ¼┘|(zh©¼)┴┐Ą╚╝ē ▓╗Ą═ė┌JB/T4730-2005ĪČ│ąē║įO(sh©©)éõ¤oōpÖz£yĪĘś╦(bi©Īo)£╩(zh©│n)ó“╝ēę¬Ū¾×ķ║ŽĖ±Ż╗ŲõųąŪ“ą╬ĘŌŅ^õō░Õš²╗ĀŅæB(t©żi)╣®žøĪŻ═▓¾wā╚(n©©i)═▓Īóīė░Õ¤ß▄ł ĀŅæB(t©żi)╣®žøĪŻ▒ŠįO(sh©©)éõ╦∙ė├20MnMoÕæ╝■æ¬(y©®ng)Ę¹║ŽJB4726-2000ĪČē║┴”╚▌Ų„ė├╠╝╦žõō║═Ą═║ŽĮõōÕæ╝■ĪĘęÄ(gu©®)Č©Ą─ó¶╝ēÕæ╝■ę¬Ū¾ĪŻ
3.║ĖĮėĮėŅ^Ą─ą═╩Į╝░│▀┤ń░┤▒ŠłD╗“š▀░┤HG20583-1998ĪČõōųŲ╗»╣ż╚▌Ų„ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗęÄ(gu©®)Č©ĪĘ╗“GB985Ī½986-1988ųąĄ─ęÄ(gu©®)Č©.
4.║ĖĮėĘĮĘ©╝░║ĖĮė▓─┴Ž░┤JB/T4709ŻŁ2000ĪČõōųŲē║┴”╚▌Ų„║ĖĮėęÄ(gu©®)│╠ĪĘĄ─ęÄ(gu©®)Č©ĪŻ
5.ā╚(n©©i)═▓AŅÉ║ĖĮėĮėŅ^▀MąąŽ¹│²æ¬(y©®ng)┴”¤ß╠Ä└ĒŻ¼Ųõ═Ō▒Ē├µæ¬(y©®ng)īó║Ė┐pą▐─źŲĮ╗¼ĪŻŽ┬ĘŌŅ^┼c═ŌĮėŽ┬═╣Šē║Ė┐pŠų▓┐¤ß╠Ä└ĒĪŻ
6.Ė„īė░ÕCŅÉĮėŅ^æ¬(y©®ng)Š∙ä“Õeķ_Ż¼├┐░³į·Ž┬ę╗īėīė░ÕŪ░Ż¼æ¬(y©®ng)īóŪ░ę╗īė░ÕCŅÉ║Ė┐pą▐─źŲĮ╗¼Ż¼├┐īėīė░Õ░³į·║¾Ż¼ąĶĮø(j©®ng)╦╔äė├µĘeÖz▓ķŻ¼ ├┐ę╗ėą╦╔äėĄ─▓┐╬╗Ż¼Łh(hu©ón)Ž“ķLČ╚▓╗Ą├│¼▀^300mmŻ¼▌SŽ“ķLČ╚▓╗Ą├│¼▀^600mmĪŻ
7.├┐╣Ø(ji©”)═▓¾w╔ŽĒÜ░┤łDśėę¬Ū¾Ń@ą╣Ę┼┐ūĪŻ
8.▒Š╚▌Ų„ā╚(n©©i)═▓AŅÉ║ĖĮėĮėŅ^Īó═▓¾wBŅÉ║ĖĮėĮėŅ^╝░═▓¾w┼cĘŌŅ^║ĖĮėĮėŅ^▒žĒÜ▀Mąą100%╔õŠĆÖz£yŻ¼║Ė┐p┘|(zh©¼)┴┐▓╗Ą═ė┌JB/T4730-2005 ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Č©ó“╝ē×ķ║ŽĖ±ĪŻ═ŌĮėŽ┬═╣Šē┼cŽ┬ĘŌŅ^║ĖĮėĮėŅ^▀Mąą100%│¼┬ĢÖz£yŻ¼░┤JB/T4730-2005ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Č©ó±╝ē×ķ║ŽĖ±ĪŻīė░ÕCŅÉ ║ĖĮėĮėŅ^æ¬(y©®ng)▀Mąą100Żź┤┼Ę█╗“ØB═ĖÖz£yŻ¼░┤JB/T4730-2005ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Č©ó±╝ē×ķ║ŽĖ±ĪŻ
9.▒Š╚▌Ų„ųŲįņ═Ļ«ģ║¾Ż¼ęį20MPa▀Mąą╦«ē║įć“×ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
30B╚f─▄Ę█╦ķÖC(Ħ│²ēm)ĮY(ji©”)śŗ(g©░u)łDcadłD
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
╗Ņąį╠┐╬³ĖĮŽõ
5
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
6
600tĪód╩»╗ęĖG╣ż╦ćłDA.zip
7
12#╦╔╩¾å╬╣▄CADłD-1.dwg
8
35-50▒╝ę░═Ž└ŁÖCš²╩Į«a(ch©Żn)ŲĘłD
9
ÖCąĄ▓µ▄ćCADłD╝łdwgłD╝ł
10
4-72’L(f©źng)ÖCŽĄ┴ąłD╝ł║═ģóöĄ(sh©┤)
Ė³ČÓ..
ūŅą┬╬─Ön
1
ę║ē║ŽĄĮy(t©»ng)╣└╦Ń▒Ē
2
ū▀ąąŠĒōPÖCCADłD╝ł
3
▓µ▄ć
4
762▄ēĄ└šĒ─ŠX-2816f7188362
5
┤³╩Į│²ēmŲ„
6
600ĘĮ╗ę?gu©®)?00ĘĮ▓ķÄņ
7
2ē|╚” A4
8
1ę║ĖūõN▌S A4
9
└õģs╦■▓╝ų├łDCADłD╝ł
10
└õģsŲ„CADłD╝ł
¤ßķT╬─Ön
1
12#╦╔╩¾å╬╣▄CADłD-1.dwg
2
╗Ņąį╠┐╬³ĖĮŽõ
3
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
4
╦╔╩¾å╬╣▄╚½╠ūłD╝ł
5
╗ņ║ŽÖC╚½╠ūłD╝ł
6
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
7
ņF┼┌╩®╣żłD
8
ŠW(w©Żng)Ħ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
9
Ų¼ä®╔·«a(ch©Żn)▄ćķgŲĮ├µłDCADłD╝łcadłD╝ł
10
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
╝ū┤╝║Ž│╔╦■═ŌÜż 13.5m3_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻP(gu©Īn)ė┌╬ęéā
|
ŠW(w©Żng)šŠī¦(d©Żo)║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤(z©”)┬Ģ├„
|
═ČįV&Į©ūh
|
┬ō(li©ón)ŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
░▓┬Į╩ą
|
╔±─ŠŽž
|
╗Ų╔Į╩ą
|
╬õČ©Žž
|
└ļĄ║Ū°
|
╬┬╚¬Žž
|
Ų▀╠©║ė╩ą
|
┬ż─Ž╩ą
|
╣¾─ŽŽž
|
ųė╔ĮŽž
|
┤Š╗»Žž
|
╦«│ŪŽž
|
ų▄┐┌╩ą
|
╠½Ų═╦┬Ųņ
|
õ³─ŽŽž
|
░═čÕŽž
|
Čž╗═╩ą
|
Ėėų▌╩ą
|
█▓│ŪŽž
|
Ū·┬ķ└│Žž
|
╦▐ų▌╩ą
|
══┴¶Žž
|
ūį╣▒╩ą
|
ĒņĒ¶Žž
|
╬„╗¬Žž
|
ą╦░▓├╦
|
õ┼│žŽž
|
Į·─■Žž
|
╣Ń─ŽŽž
|
Ą┬┴Ņ╣■╩ą
|
┼Ņ└│╩ą
|
└Ķ┤©Žž
|
╦ń▒§Žž
|
╠Ų║ŻŽž
|
╦│▓²Žž
|
ß░Ė▐Žž
|
ąóęÕ╩ą
|
č╬═żŽž
|
Ą└µ┌Žž
|
Ųš═ėŪ°
|
╣╠╩╝Žž
|
<samp id="hp38n"><xmp id="hp38n"></xmp></samp>
<sub id="hp38n"></sub>
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢


