角銑頭裝配圖
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
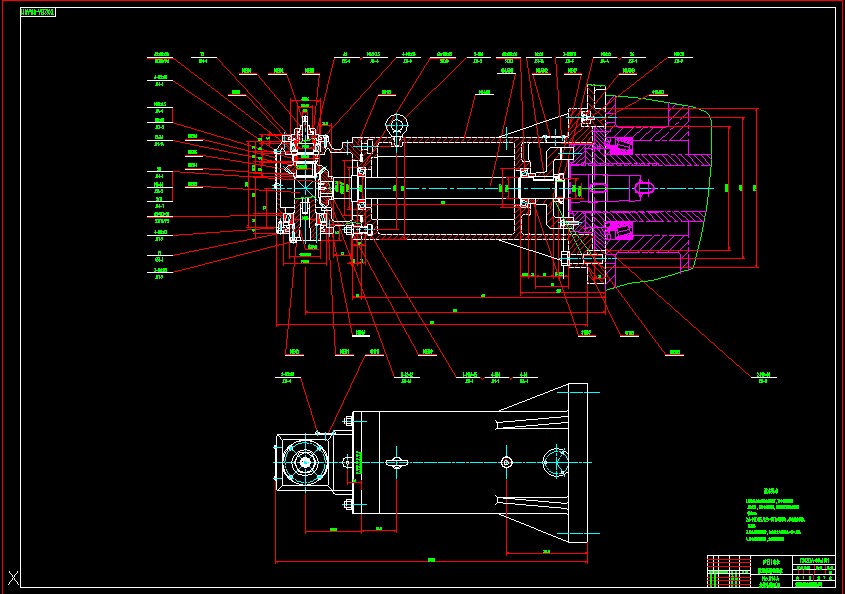
- 角銑頭裝配圖
技術要求
1.安裝板與主軸聯結的螺釘,配合深度不得超過32,以防打穿墻板,安裝板上定位銷比安低4mm
2.4-M6X65/J29-1的T型槽螺釘,在裝傳動軸前,先裝好
3.銑頭調整好以后,打出臂上與回轉頭“0”度線
4.所有軸承裝配時,加鋰基潤滑脂.
角銑頭的定義
角銑頭又稱角度頭,是一種機床附件,機床安上銑頭后刀具旋轉中心線可以與主軸旋轉中心線成角度加工工件。原產于歐洲,現已廣泛應用于航空、汽車、模具等機械加工的各個領域。使用銑頭,無需改變機床結構就可以增大其加工范圍和適應性,使一些用傳統方法難以完成的加工得以實現,并能減少工件重復裝夾,提高加工精度和效率。
主要用于加工中心和龍門銑床,其中輕型可以裝在刀庫中,并可以在刀庫和機床主軸之間自由轉換;中型及重型擁有較大的剛性和扭矩,可適用于大部分加工需求。
因側銑頭擴充了機床的使用性能,相當于給機床增加了一根軸,甚至在某些大型工件不易翻轉或是高精度要求的情況下,比第四軸更實用。
2角銑頭的種類
按加工情況分類
1、輕型銑頭——此類銑頭特點為質量輕(一般5-15kg,市場上甚至有3kg的超輕型)、精度高、扭矩偏小、可進刀庫進行自動換刀。此類銑頭用定位塊定位,輸出一般為筒夾或BT30錐柄,有時也有特殊的可以輸出CAT或HSK刀柄,也有部分特殊的直接連接絲攻或面銑刀。
2、重型銑頭——此類銑頭特點為質量重(一般為50kg以上)、精度一般、扭矩大等特點,一般只能應用在龍門機床上。此類銑頭用連接盤固定及鎖緊,可支持任何類型的輸出進行加工。
3、中型銑頭——此類銑頭特點為質量中等(一般為15-20kg)、精度高、扭矩中等。此類銑頭同時擁有輕、重型的優點,精度比重型高,加工范圍比輕型廣,因此近幾年在市場上大受推崇。
按輸出情況分類
1、單輸出銑頭——該類型的銑頭較為常見,剛性較佳,可廣泛應用于各類使用場合。
2、雙輸出銑頭——該銑頭采用雙向輸出,且雙向的同心精度、垂直精度較佳,可以很好地解決使用者在需求高精度時手動轉角度、打表校正的麻煩,避免重復誤差,提高生產加工效率和精度。
3、立臥兩用銑頭——該銑頭可同時進行立式及臥式加工,采用雙向止推軸承及傘形齒輪分離式原理,校正更顯得方便快速,其內部采用高速止推軸承,由兩方向固定,可承受重切削。
4、萬向銑頭——又稱萬能銑頭,該銑頭刀具的旋轉中心線與機床主軸旋轉中心線所成角度可調,可調角度范圍一般為0~90度,但也有一些特殊的可調超過90度。 ...
角銑頭裝配圖_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
和平县|
云南省|
惠州市|
哈尔滨市|
平陆县|
双牌县|
淄博市|
万宁市|
阿荣旗|
广南县|
上林县|
汕头市|
玛纳斯县|
万盛区|
黄陵县|
吐鲁番市|
大洼县|
吉林省|
涞源县|
迁安市|
赫章县|
望谟县|
元氏县|
麟游县|
汉寿县|
邮箱|
水城县|
上饶市|
车险|
新昌县|
达孜县|
商洛市|
鹤庆县|
苍山县|
文山县|
新乡县|
永宁县|
井研县|
象山县|
闻喜县|
德江县|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

