氨冷凝器 DN1000 F=357平方米
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
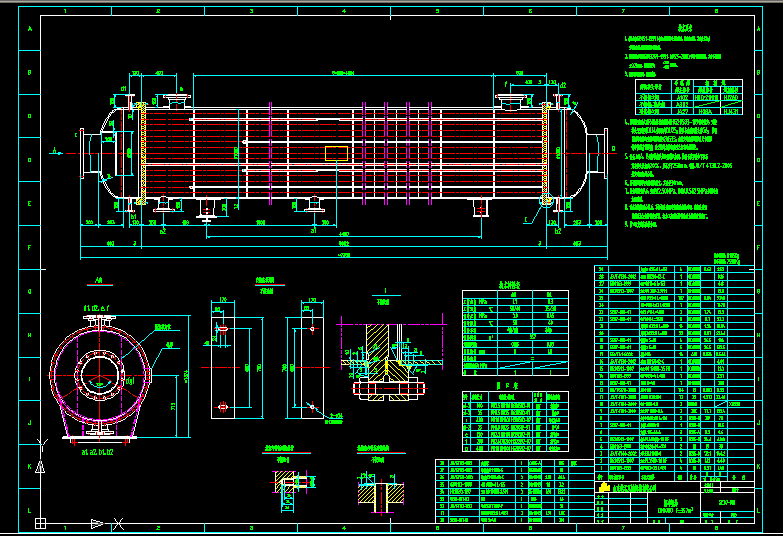
- 1.本設(shè)備按GB150-98《鋼制壓力容器》和HGJ-89《鋼制化工容器制造技術(shù)要求》進(jìn)行制造,試驗(yàn)和驗(yàn)收,并接受?chē)?guó)家技術(shù)監(jiān)督局頒發(fā)的《壓力容器安全技術(shù)監(jiān)察規(guī)程》的監(jiān)督。
2.筒體采用電弧焊,焊條型號(hào):1Cr18Ni9Ti間A102,1Cr18Ni9Ti與Q235間A302,Q235間T422。冷卻盤(pán)管需打坡口,并采用氬弧焊,按焊接規(guī)程JB/T4709-2000。
3.焊接接頭型式及尺寸除圖中注明外,按GB985-88中規(guī)定,角焊縫的焊角尺寸按較薄的厚度,法蘭的焊接按相應(yīng)法蘭標(biāo)準(zhǔn)的規(guī)定。 接管法蘭焊接均要求雙面焊接并滿(mǎn)焊。
4.容器上的A類(lèi)的B類(lèi)焊縫應(yīng)進(jìn)行射線(xiàn)探傷檢查,探傷長(zhǎng)度為每條焊縫長(zhǎng)度的20%,且不小于250mm,并符合JB4730-94規(guī)定中Ⅲ級(jí)為合格。
5.罐體內(nèi)部所有部件焊接要求滿(mǎn)焊,不得有任何缺陷,焊縫成形要好,焊后要打磨,并要酸洗鈍化處理,酸洗鈍化的鈍化膜用藍(lán)點(diǎn)法檢查無(wú)藍(lán)點(diǎn)為合格。罐體內(nèi)部所有部件拋光應(yīng)達(dá)到R0.8。
6.設(shè)備制作完畢后,筒體以0.28MPa表壓進(jìn)行水壓試驗(yàn),冷卻盤(pán)管以0.6MPa表壓進(jìn)行水壓試驗(yàn)。
7.設(shè)備組裝后,在攪拌軸上端密封處測(cè)定軸的徑向擺動(dòng)量不大于0.3mm,攪拌軸軸向串動(dòng)量允差±0.2mm,攪拌軸下端擺動(dòng)量不大于1.0mm。
8.設(shè)備制作完畢后,以水代料,嚴(yán)禁空轉(zhuǎn),并使設(shè)備內(nèi)達(dá)到工作壓力進(jìn)行試運(yùn)轉(zhuǎn),時(shí)間不少于4小時(shí),不得有不正常噪聲和震動(dòng)現(xiàn)象。
9.攪拌軸旋轉(zhuǎn)方向和圖示相符,不得反轉(zhuǎn)。
10.管口及支座方位見(jiàn)本圖。
11.罐體外部加固槽鋼由豐原集團(tuán)工程部負(fù)責(zé)進(jìn)行。
...
氨冷凝器 DN1000 F=357平方米_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
共和县|
新竹市|
鄯善县|
武城县|
龙山县|
米脂县|
卓尼县|
青河县|
仙居县|
临桂县|
同仁县|
会东县|
桐城市|
松溪县|
会东县|
镇江市|
潜山县|
清河县|
股票|
广州市|
高碑店市|
高陵县|
久治县|
宜兴市|
仪陇县|
区。|
天津市|
秦皇岛市|
阿拉尔市|
博客|
牡丹江市|
股票|
清徐县|
永顺县|
灵寿县|
华阴市|
门源|
延川县|
沿河|
泸溪县|
焉耆|
 熱門(mén)關(guān)鍵詞:
熱門(mén)關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


