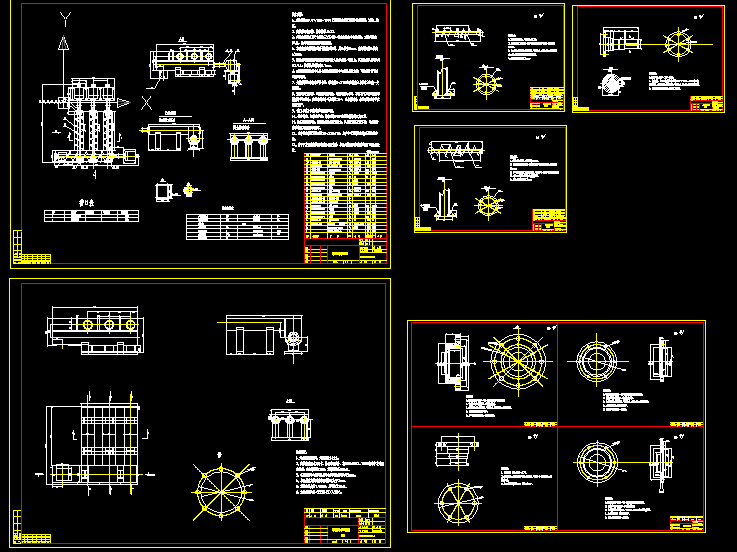
螺旋給料機組
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術(shù)要求:
1、本設(shè)備按JB/T4735-1997《鋼制焊接常壓容器》進(jìn)行制造、試驗、驗收。
2、焊接采用電弧焊,焊條牌號J422。
3、焊接接頭型式及尺寸按HG20583-1998標(biāo)準(zhǔn)中有關(guān)規(guī)定,對接焊縫為DU3,角焊縫腰高按較薄鋼板厚度。
4、機殼內(nèi)壁與螺旋間的兩側(cè)間隙應(yīng)相等,其公差為2mm,底部的間隙公差為±2mm。
5、減速機的低速軸和螺旋輸送機的輸入軸應(yīng)在同一軸線上,其同軸度誤差不大于32/14,位移偏差不超過0.1mm。
6、減速機低速軸的中心高與螺旋輸送機的中心高相差較大時,可借墊片調(diào)節(jié)減速機的高度。
7、為使軸熱脹冷縮時不被卡死,軸承蓋U+2161加墊片使之與軸承之間留一定的間隙。
8、設(shè)備制造完畢后,進(jìn)行空運轉(zhuǎn)試驗,連續(xù)運轉(zhuǎn)4小時,不得有不正常的噪音和震動等不良現(xiàn)象,各軸承的溫升不應(yīng)超過20°,以水代料時,各軸承的溫升不應(yīng)超過30°。
9、件13與件21的焊接應(yīng)在現(xiàn)場進(jìn)行。
10、設(shè)備制造、組裝完畢后,外表面涂PNF熒丹防腐涂料三底三面。
11、設(shè)備安裝完畢后,調(diào)整皮帶傳動的預(yù)緊力,以保證設(shè)備正常工作,過負(fù)荷時保護(hù)電機及螺旋不被破壞。
12、皮帶傳動裝置的傳動比1U+22361.5,生產(chǎn)中可根據(jù)實際情況調(diào)整傳動比。
13、由于甲方未能提供驅(qū)動裝置相關(guān)資料,本設(shè)計按溫州恒泰減速機廠的設(shè)備設(shè)計。
...
螺旋給料機組_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
衡山县|
宜丰县|
新巴尔虎右旗|
澄城县|
龙海市|
辽宁省|
白银市|
乐都县|
曲阜市|
栾城县|
西畴县|
邮箱|
涞源县|
青州市|
肇庆市|
延津县|
长顺县|
浦县|
林口县|
岳普湖县|
炉霍县|
阿坝|
霍山县|
互助|
安阳市|
尼玛县|
长葛市|
鱼台县|
蒙城县|
哈尔滨市|
南漳县|
三穗县|
佛山市|
台东县|
施甸县|
旌德县|
长泰县|
华阴市|
崇礼县|
德阳市|
营口市|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

