| |
|
|
| |
| | |
|
|
浮頭式換熱器 BES600-1.6-90
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
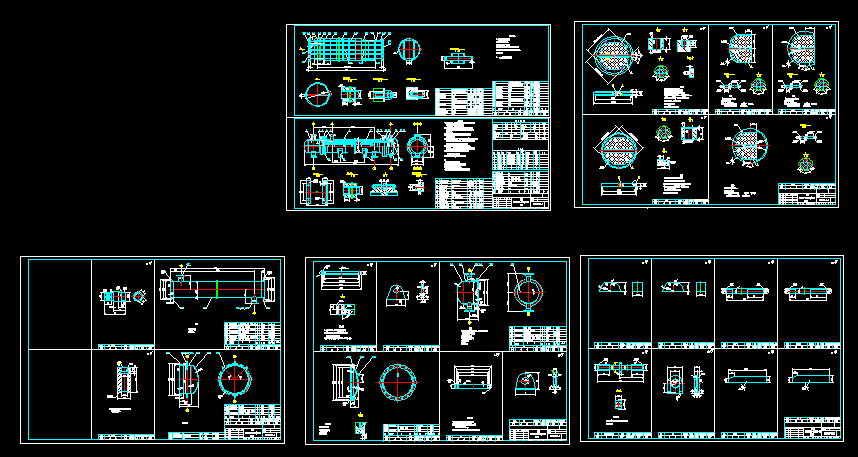
- 技術要求
1、本設備應按GB151-1999《管殼式換熱器》、GB150-1998《鋼制壓力容器》 進行制造與驗收,并接受《壓力容器安全技術監(jiān)察規(guī)程》的監(jiān)督;
2、本設備受壓元件用20R鋼板應符合GB6654-1996《壓力容器用碳素鋼和低合金鋼板》及其第二號修改單的規(guī)定,所用無縫鋼管應符合GB/T8163-1999《輸送流體用無縫鋼管》的規(guī)定;
3、本設備所用鍛件應按JB4726-2000《壓力容器用碳素鋼和低合金鋼鍛件》制造與驗收,合格級別按圖樣執(zhí)行;
4、設備所用焊接材料應按GB/T5117-1995《碳鋼焊條》或GB/T5118-1995《低合金鋼焊條》選用,焊接接頭型式按HG20583-1998選用,對接接頭為DU4,接管與筒體接頭型式為G2,帶補強圈接管與筒體接頭型式為G28,均需全焊透;
5、設備的A、B類對接接頭應進行局部射線檢測,檢查長度不得小于各條焊縫長度的20%.且不小于250mm,按JB/T4730.2-2005《承壓設備無損檢測》Ⅲ級為合格;
6、設備安裝時固定支座采用兩個螺母擰緊,活動支座的第一個螺母擰緊后倒退一圈,然后 用第二個螺母鎖緊,使鞍座能在基礎上自由滑動;
7、本設備的油漆、包裝和運輸按JB/T4711-2003.執(zhí)行。
注:
1、本設備材料表中所列開口管法蘭數(shù)量均包括對應法蘭;
2、除注明外,所有搭接或角接焊縫的焊腳高均等于較薄件厚度,并須是連續(xù)焊;
3、圖中所注橢圓封頭和拱形封頭最小厚度為成型后最小厚度。
4、本設備活動支座基礎頂面按JB/T4712-92《鞍式支座》的要求預埋滑板; ...
浮頭式換熱器 BES600-1.6-90_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
新绛县|
武宣县|
白玉县|
吉林省|
班戈县|
剑河县|
峨眉山市|
寿阳县|
临潭县|
甘孜县|
中牟县|
陵川县|
丰顺县|
新巴尔虎右旗|
罗江县|
德惠市|
通海县|
沙坪坝区|
扶风县|
塘沽区|
卢龙县|
周至县|
综艺|
鹤峰县|
平武县|
阆中市|
全椒县|
思茅市|
苗栗市|
久治县|
吉木乃县|
兴海县|
洛阳市|
康平县|
子洲县|
无锡市|
赣榆县|
西林县|
赣榆县|
保康县|
永仁县|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

