PLC在三面銑組合機床中的應(yīng)用的設(shè)計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- PLC在三面銑組合機床中的應(yīng)用的設(shè)計
2 三面銑組合機床的液壓系統(tǒng)設(shè)計
三面銑組合機床是通過可編程控制器(PLC)控制銑床液壓系統(tǒng)的電磁換向器的通電與失電控制電磁鐵的動作,從而滿足三面銑組合機床的液壓控制要求。
2.1 三面銑組合機床的運動及其傳動情況
三面銑組合機床中液壓動力滑臺的運動和工件松緊是由液壓系統(tǒng)實現(xiàn)的,有單循環(huán)自動工作、單銑頭自動循環(huán)工作、點動三種工作方式。
2.1.1 三面銑組合機床的主要結(jié)構(gòu)
機床主要由底座、床身、銑削動力頭、液壓動力滑臺、液壓站、工作臺、工件松緊油缸等組成。機床底座上安放有床身,床身上一頭安裝有液壓動力滑臺,工件及夾緊裝置放于滑臺上。床身的兩邊各安裝有一臺銑銷頭,上方有立銑頭,液壓站在機床附近。
2.1.2 三面銑組合機床的控制要求
(1)有單循環(huán)自動工作、單銑頭自動循環(huán)工作、點動三種工作方式;
(2)單循環(huán)自動工作過程如圖3-5所示,油泵電機在自動工作一個循環(huán)后不停機;
(3)單銑頭自動循環(huán)工作包括:左銑頭單循環(huán)工作,右1銑頭單循環(huán)工作,右2銑頭單循環(huán)工作,立銑頭單循環(huán)工作。單銑頭自動循環(huán)工作時,要考慮各銑頭的加工區(qū)間;
(4)點動工作包括:四臺主軸電動機均能點動對刀、滑臺快速點動調(diào)整、松緊液壓缸的調(diào)整;
(5)五臺電動機均能單向旋轉(zhuǎn);
(6)要求有電源、液壓泵工作、工件夾緊、加工等信號指示;
(7)要求有照明電路和必要的連鎖環(huán)節(jié)與保護環(huán)節(jié)。
2.1.3 液壓系統(tǒng)設(shè)計
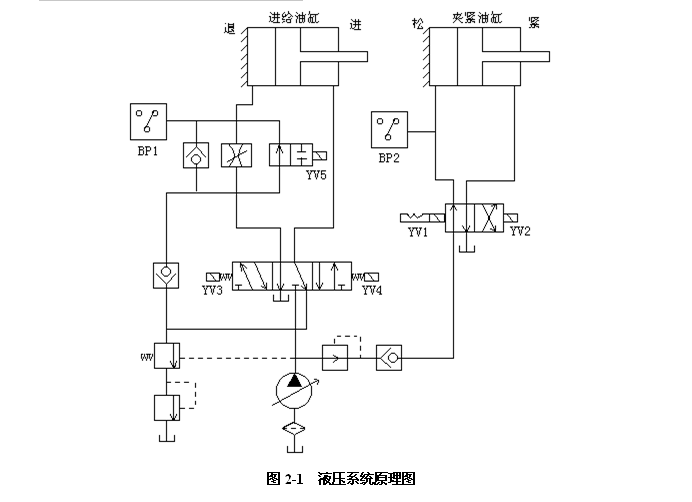
三面銑組合機床中工件松緊是由液壓系統(tǒng)實現(xiàn)的。圖2-1所示為三面銑組合機床的工作原理,它是一個由單向變量泵組成的有極容積調(diào)速液壓系統(tǒng)。液壓泵的壓力按系統(tǒng)所需最大工作壓力(即組合機床銑削工件時所需壓力)溢流閥調(diào)定,當壓力大于系統(tǒng)所需壓力時由減壓閥卸荷調(diào)定,溢流閥用于系統(tǒng)的安全保護。
液壓缸均為缸筒固定式單桿活塞缸,采用的是電液換向器BP1、BP2換向。各換向閥的的導(dǎo)閥是二位二通電磁Z22 D0-25型換向器、二位四通電磁Z24 DW-25型換向器。使用單向閥供進給、夾緊退回時防止油液倒流,起平衡自重作業(yè)。壓力繼電器BP1是進給液壓缸開始啟動動作的發(fā)信裝置。 ...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號


